
Thông số kỹ thuật
Đóng tàu
Vật liệu
MỐI NỐI AB, SM, DP: Các ống được làm thép không gỉ đối với phụ kiện, KS D 3576 và KS D 3595
MỐI NỐI CN: Các ống được làm từ đồng liền mạch và hợp kim đồng, KSD 5301
MỐI NỐI CP: Các ống được làm từ đồng liền mạch và hợp kim đồng, KS D 5301
MỐI NỐI CS: Các ống làm từ thép các-bon đối với đường ống dẫn, KSD 3507
Phạm vi lắp đặt
Đường ống dẫn cho ngành đóng tàu, hệ thống cấp nước, hệ thống nước uống và nước nóng, hệ thống đun nước và làm lạnh nước, hệ thống chữa cháy
Lắp đặt
1. Cắt ống
Cắt ống tại các góc bên phải đến trục ống. Xem các hình 1-1, 1-2
Cắt ống tại các góc bên phải đến trục ống. Xem các hình 1-1, 1-2
2. Bạt bavia đầu ống
Vì thanh bavia có thể gây ra hiện tượng rò rỉ và ăn mòn nên cần phải tháo các thanh bavia bám dính vào đầu ống.
Xem thông báo 1.2 và các hình 3-1, 3-2
Vì thanh bavia có thể gây ra hiện tượng rò rỉ và ăn mòn nên cần phải tháo các thanh bavia bám dính vào đầu ống.
Xem thông báo 1.2 và các hình 3-1, 3-2
3. Đánh dấu độ sâu chèn
Để đảm bảo độ sâu chèn được yêu cầu, đánh dấu trên ống bằng cách sử dụng bút lông dầu
Để đảm bảo độ sâu chèn được yêu cầu, đánh dấu trên ống bằng cách sử dụng bút lông dầu
4. Lắp ráp ống và phụ kiện đường ống
Gắn ống vào mối nối bằng độ sâu chèn bằng cách xoay vòng nhẹ và đẩy theo hướng trục.
Xem thông báo 3 và các hình 4-1, 4-2
Gắn ống vào mối nối bằng độ sâu chèn bằng cách xoay vòng nhẹ và đẩy theo hướng trục.
Xem thông báo 3 và các hình 4-1, 4-2
5. Épống và phụ kiện ống bằng dụng cụ chuyên dụng
Đặt dụng cụ ép vuông góc lên trên chỗ phình của phụ kiện ống. Bắt đầu quy trình ép.
Xem các thông báo 4 & 5
– Súng Loại G2 (15A-50A), Xem ảnh 5-1-a, 5-1-b
– Súng Loại F (65A-100A),Xem ảnh 5-2-a, 5-2-b
Đặt dụng cụ ép vuông góc lên trên chỗ phình của phụ kiện ống. Bắt đầu quy trình ép.
Xem các thông báo 4 & 5
– Súng Loại G2 (15A-50A), Xem ảnh 5-1-a, 5-1-b
– Súng Loại F (65A-100A),Xem ảnh 5-2-a, 5-2-b
6. Tháo lớp màng sau khi ép
Tháo lớp màng sau khi ép bằng dụng cụ ép
(Dễ dàng tháo sau khi ép) Xem ảnh 6-1, 6-2
Tháo lớp màng sau khi ép bằng dụng cụ ép
(Dễ dàng tháo sau khi ép) Xem ảnh 6-1, 6-2
7. Kiểm tra kích thước sau khi ép
Sử dụng thước cặp có du xích hoặc đồ gá để kiểm tra xem quy trình ép có đạt yêu cầu không.
(Xem (4) và (5) trong Thông báo),
Tham khảo 7-1 để xem quy trìnhép thông thường (Đạt yêu cầu)/ Tham khảo ảnh 7-2 để xem quy trìnhépbất thường (Không đạt yêu cầu)
Sử dụng thước cặp có du xích hoặc đồ gá để kiểm tra xem quy trình ép có đạt yêu cầu không.
(Xem (4) và (5) trong Thông báo),
Tham khảo 7-1 để xem quy trìnhép thông thường (Đạt yêu cầu)/ Tham khảo ảnh 7-2 để xem quy trìnhépbất thường (Không đạt yêu cầu)
Kiểm định
Kiểm định
Dùng mắt kiểm tra xem quy trình épcó tạo được hình tròn không và có xuất hiện đường rãnh hình tròn kép không: nếu không đủ, sử dụng đồ gá để kiểm tra
Dùng mắt kiểm tra xem quy trình épcó tạo được hình tròn không và có xuất hiện đường rãnh hình tròn kép không: nếu không đủ, sử dụng đồ gá để kiểm tra
Thông báo
➀Nếu bắt buộc phải sử dụng cưa hoặc máy mài cắt để cắt ống, giảm diện tích cắt để tránh gây hư hỏng cho vòng cao su hoặc sử dụng máy mài để tháo thanh bavia.
➁Giữ cho MỐI NỐI DRPcàng sạch càng tốt; giữ cho khe hở sạch sẽ trước khi lắp ống vào MỐI NỐIDRP
➂Đặt MỐI NỐIDRP song song với ống trước khi lắp ống để tránh gây hư hại cho vòng cao su; đưa chất lỏng chẳng hạn như nước vào vòng cao su trong MỐI NỐI DRPđể lắp ống một cách suôn sẻ.
➃Điều chỉnh chỗ phình của MỐI NỐI DRP một cách chính xác tới đường rãnh của cái kẹp và sau đó épsao cho ống ở vị trí vuông góc so với cái kẹp.
➄Tháo lớp màng sau khi ép sao cho có thể phân biệt được sự khác nhau giữa trước khi épvà sau khi ép.
➅Dùng mắt kiểm tra xem diện tích ép đã được ép đều thành hình tròn chưa hoặc sử dụng đồ gá để kiểm tra

Ảnh 1-1. Dụng cụ cắt kiểu xoay

Ảnh 1-2. Dụng cụ cắt điện dành riêng cho MỐI NỐI AB

Ảnh 2-1. Đánh dấu độ sâu chèn

Ảnh 2-2. Đánh dấu độ sâu chèn đối với MỐI NỐI AB
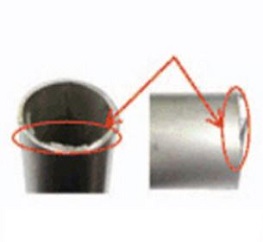
Ảnh 3-1. Sau khi bạt bavia

Ảnh 3-2. Trước khi bạt bavia
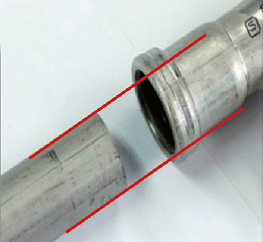
Ảnh 4-1. Trước khi bạt bavia

Ảnh 4-2. Sau khi lắp ống

Ảnh 5-1-A. Gờ của phụ kiện ống được chèn vào đường rãnh của mỏ cặp ép (Dụng cụ G2)

Ảnh 5-1-B. Đang ép (Dụng cụ F)

Ảnh 5-2-A. Gờ của phụ kiện ống được chèn vào đường rãnh của mỏ cặp ép (Dụng cụ F)

Ảnh 5-2-B. Đang ép (Dụng cụ F)

Ảnh 6-1. Trước khi tháo màng gấp mép

Ảnh 6-2. Sau khi tháo màng gấp mép

Ảnh 7-1. Ép bất thường (Không đạt yêu cầu)

Ảnh 7-2. Épthông thường (Đạt yêu cầu)
Chiều dài của diện tích được lắp đặt trên đường kính ống
AB-JOINT
| Đường kính của ống | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Chiều dài của diện tích được lắp đặt (Tối thiểu) | 25.0 | 25.0 | 35.0 | 35.0 | 43.0 | 50.0 | 70.0 | 75.0 | 75.0 |
DP-JOINT
| Đường kính của ống | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Chiều dài của diện tích được lắp đặt (Tối thiểu) | 25.0 | 25.0 | 35.0 | 35.0 | 43.0 | 50.0 | 70.0 | 75.0 | 75.0 |
SM-JOINT
| Đường kính của ống | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Chiều dài của diện tích được lắp đặt (Tối thiểu) | 19.9 | 19.9 | 27.4 | 28.1 | 34.0 | 38.6 | 55.8 | 61.4 | 62.1 |
CP-JOINT
| Đường kính của ống | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Chiều dài của diện tích được lắp đặt (Tối thiểu) | 20.1 | 22.1 | 28.1 | 32.3 | 34.5 | 37.5 | 54.0 | 60.0 | 61.1 |
CN-JOINT
| Đường kính của ống | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Chiều dài của diện tích được lắp đặt (Tối thiểu) | 18.8 | 18.8 | 19.0 | 22.5 | 26.3 | 26.3 | 45.0 | 45.0 | 45.0 |
Thông báo MỐI NỐI DRP
-Chỉ chiều dài của diện tích được lắp đặt (Đánh dấu đường)
Nén sau khi vẽ đường chỉ chiều dài của diện tích được lắp đặt và sau đó chèn vào đường đã chỉ thị.
-Tháo thanh bavia
Đảm bảo sử dụng dụng cụ cắt dành riêng cho các ống không gỉ để tháo thanh bavia
-Sử dụng thiết bị dành riêng cho MỐI NỐI DRP
Đảm bảo sử dụng một thiết bị dành riêng cho MỐI NỐI DRP đểép
-Tránh khôngép
Sử dụng lớp màng – gắn lớpmàng – để xác định sự khác nhau giữa trước khi ép và sau khi ép nhằm kiểm tra xem quy trình ép có thành công không.
– Trong khi hàn
Hàn sau khi đặt một lớp bảo vệ lên ống bởi vì có thể xảy ra sự hỏng hóc vòng cao su và bề mặt ống được gây ra bởi lửa hàn và xỉ hàn.
– Quản lý chặt chẽ các thiết bị
Thay thế dụng cụ bị gỉ sét ngay lập tức