
시방서
조선 시방서
재질 및 적용기준
CN-JOINT : 이음쇠 없는 구리 및 구리합금관 KS D 5301
SM-JOINT : 배관용 스테인리스 강관 KS D 3576(SCH5)/SCH 10,20,40
CP-JOINT : 이음쇠 없는 구리 및 구리합금관 KS D 5301
CS-JOINT : 배관용 탄소강관 KS D 3507/ SCH40,80
적용범위
조선(선박)배관
시공방법
1. 파이프 절단
관끝이 직각이 되도록 하여 절단한다. 사진1-1, 1-2 참조
관끝이 직각이 되도록 하여 절단한다. 사진1-1, 1-2 참조
2. 파이프 라인 마킹
파이프 절단 후 유성펜(수성펜 사용불가)을 이용, 라인마킹 한다.
사진2-1, 2-2 참조
파이프 절단 후 유성펜(수성펜 사용불가)을 이용, 라인마킹 한다.
사진2-1, 2-2 참조
3. 버(BURR)제거
파이프 삽입시 고무링을 손상시켜 추후 누수의 원인이 됨으로 파이프 끝단면의 면치는 필수적이다.
(유의사항 ➀➁항 참조) 사진 3-1, 3-2 참조
파이프 삽입시 고무링을 손상시켜 추후 누수의 원인이 됨으로 파이프 끝단면의 면치는 필수적이다.
(유의사항 ➀➁항 참조) 사진 3-1, 3-2 참조
4. 이음쇠에 (DRP-JOINT)면치된 파이프를 삽입
파이프와 DRP-JOINT의 개구부를 일직선이 되도록하여 자연스럽게 삽입
(유의사항 ➂항 참조)사진4-1, 4-2 참조
파이프와 DRP-JOINT의 개구부를 일직선이 되도록하여 자연스럽게 삽입
(유의사항 ➂항 참조)사진4-1, 4-2 참조
5. DRP-JOINT 전용 프레스 공구로 압착
죠우의 두 개의 홈에 DRP-JOINT의 컬링에 맞추고 배관 파이프에 직각이 되도록 한후 가벼운 쇼크가 있을 때까지 스위치를 누른다(유의사항➃➄항 참조)
죠우의 두 개의 홈에 DRP-JOINT의 컬링에 맞추고 배관 파이프에 직각이 되도록 한후 가벼운 쇼크가 있을 때까지 스위치를 누른다(유의사항➃➄항 참조)
6. 압착 후 필름제거
전용 프레스 공구로 압착 후 압착 필름을 제거한다
(압착 후 쉽게 필름 제거 가능) 사진 6-1, 6-2 참조
전용 프레스 공구로 압착 후 압착 필름을 제거한다
(압착 후 쉽게 필름 제거 가능) 사진 6-1, 6-2 참조
7. 압착 후 치수 확인
버니어캘리퍼스 또는 확인 지그를 사용하여 정상 압착 유무를 검사한다
(유의사항 참조) 사진7-1 정상압착(통과)참조/ 사진 7-2 비정상압착(미통과)참조
버니어캘리퍼스 또는 확인 지그를 사용하여 정상 압착 유무를 검사한다
(유의사항 참조) 사진7-1 정상압착(통과)참조/ 사진 7-2 비정상압착(미통과)참조
검사
원형으로 압착되었는지 2중 원형 홈이 뚜렷이 나타났는지를 육안 검사를 하고 불충분시에는 확인지그 또는 버니어캘리퍼스를 이용하여 검사를 한다.
유의사항
➀파이프 절단 시 부득이하게 톱이나 휠커터를 이용할 경우, 고무링의 손상방지를 위하여 절단면을 줄이나 그라인더로 반드시 면치를 하여야한다.
➁DRP-JOINT는 깨끗한 곳에 보관해야 하며, DRP-JOINT에 파이프 삽입시 입구를 깨끗이 청소한 후 삽입하도록 한다.
➂파이프 삽입시에는 DRP-JOINT와 관을 일직선으로 하여 고무링이 손상되지 않도록 삽입하고, 파이프의 삽입이 원활하지 못할 경우에는 DRP-JOINT내 고무링 부위에 물 등을 바르고 삽입한다.
➃압착시 죠우의 2개의 홈에 DRP-JOINT의 홈을 잘 맞춘 다음 관과 죠우가 직각이 되도록하여 압착을 한다.
➄압착전과 압착후를 구분 할 수 있도록 압착 후에는 필름을 제거해 준다.
➅압착후 압착부위가 2중 원형으로 고르게 압착이 되었는지 육안검사 또는 확인지그로 검사를 한다.

사진 1-1. 로터리 커터기

사진 1-2. DRP-JOINT 전용 전동식 커터기

사진 2-1. 파이프 라인 마킹

사진 2-2. DRP-JOINT 전용 전동식 커터기
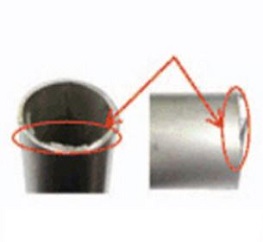
사진 3-1. 버(Burr)제거 전

사진 3-2. 버(Burr)제거 후
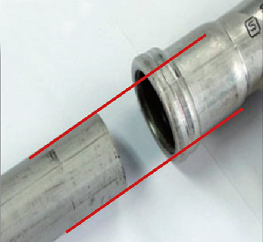
사진 4-1. 파이프 삽입 전

사진 4-2. 파이프 삽입 후

사진 5-1-A. JAW체결

사진 5-1-B. 압착실시

사진 5-2-A. JAW체결

사진 5-2-B. 압착실시

사진 6-1. 필름 제거 전

사진 6-2. 필름제거 중

사진 7-1. 비정상압착(미통과)

사진 7-2. 정상압착(통과)
관경별 최소 삽입길이
AB-JOINT
| Pipe diameter | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Minimum Insert Depth (mm) | 25.0 | 25.0 | 35.0 | 35.0 | 43.0 | 50.0 | 70.0 | 75.0 | 75.0 |
SM-JOINT
| Pipe diameter | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
|
Minimum Insert Depth (mm) |
19.9 | 19.9 | 27.4 | 28.1 | 34.0 | 38.6 | 55.8 | 61.4 | 62.1 |
CP-JOINT
| Pipe diameter | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
|
Minimum Insert Depth (mm) |
21.0 | 22.1 | 28.1 | 32.3 | 34.5 | 37.5 | 54.0 | 60.0 | 61.1 |
CN-JOINT
| Pipe diameter | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Minimum Insert Depth (mm) | 18.8 | 18.8 | 19.0 | 22.5 | 26.3 | 26.3 | 45.0 | 45.0 | 45.0 |
CS-JOINT
| Pipe diameter | 15A | 20A | 25A | 32A | 40A | 50A | 65A | 80A | 100A |
| Minimum Insert Depth (mm) | 18.8 | 18.8 | 19.0 | 22.5 | 26.3 | 26.3 | 45.0 | 45.0 | 45.0 |
SR-JOINT 시공품질 관련 중요점검사항
-압착공구 일일점검
(사용후 브러쉬사용 이물질제거 및 녹발생방지조치, 보관)
-전용절단기사용 절단 및 면치 제거 철저
(고무링손상누수 및 부식예방)
-삽입길이 마킹 후 삽입
-압착 후 품질 확인 지그통과여부 확인 한 다음 후속압착진행
-확인지그 미통과 또는 이상 타원형 현상발생시 반드시 작업 중단 후 장비 이상 유무 확인